01 Jun 2021, last revised 12 Nov 2023
Antique bottles are fascinating to study and worthy of collecting because of the history they represent. Their history involves different dimensions:
- Bottle Making Technology – What tools and techniques were used to make the bottle?
- Bottle Maker – What glass factory made the bottle?
- Local Bottler History – What company and its proprietor(s) purchased and used the bottle?
- Bottle Contents – What product did the bottle contain and what was its significance in history?
- Bottle Discovery – When and where was the bottle found?

This featured bottle (soda #2) is one of the earliest Copper Country bottles. Notice that it has a squat shape with a gradual taper from the body to the neck and a distinctly blob-like top. The wire bail that secured a cork is still present. The base is flat with no markings. Its embossing identifies the proprietors of the company that used the bottle (S. & S.), the location of the company (HOUGHTON MICH.), and the maker that made the bottle (A. & D. H. C., on the back heel). When people see the prominent name of the company or proprietor(s) embossed on a bottle, they often think they were the ones who made the bottle, perhaps because the bottle is all that remains to see today. But this is not true. Instead, the bottle maker and bottler were different entities. The bottler would order bottles from the bottle maker, who would then make the bottles and ship them to the bottler. In some cases, the bottler manufactured the product that it bottled, but in other cases, the bottler simply bottled someone else's product. For example, beer bottle #108 was bottled by Foley & Smith in Eagle Harbor, MI, the beer was brewed by the Bosch Brewing Co. in Lake Linden, MI, and the bottle was made by Illinois Glass Co. in Alton, IL.
When someone finds an old bottle, they often ask, "What type of bottle is this?" and "How old is this bottle?" We can attempt to answer these questions by studying the shape and features of the bottle, identifying its closure, referencing the maker's mark, and researching the local company that used the bottle. Let's start by exploring the traditional hand-blown bottle-making process.
Mold Blowing and Seam Lines
Hand Blowing Bottles – From about 1809, bottles in the U.S. were given a consistent shape by blowing glass into a two-piece hinged mold (2). First, the mold was opened so that molten glass at the end of a blowpipe could be inserted (1). The mold was closed, and the glass was blown by the glass blower to the capacity of the mold (1). The mold was then opened to free a newly shaped bottle still attached to the end of the blowpipe (1). The bottle was broken off the blowpipe, and the top was shaped with a finishing tool (1).
Mold Seam Lines – When the mold was closed for blowing a bottle, gaps remained between the parts of the mold through which air escaped (1,2). As the expanding glass contacted the walls of the mold, a small amount of glass protruded into these gaps, resulting in raised lines on the surface of a bottle called mold seams or seam lines (1,2). Seam lines are important to examine because they are the signature marks of a mold, and different mold types were used during different periods of history and for different types of bottles (1).
Vent Marks – In later years, from the mid- to late 1880s, molds were better constructed and less leaky, so air was also vented through dot-sized holes drilled mainly in the shoulder of the mold (1). These holes produced tiny bumps on the bottle called vent marks (2). Vent marks are readily found on Copper Country crown top sodas, but not on older squat sodas like the S. & S.

The Key Mold – The S. & S. bottle has two seam lines that run down opposite sides of the bottle with no horizontal seams. This is a typical pattern, indicating that a two-piece mold was used. The seams then continue to the base of the bottle, where they form a U-shaped pattern. This pattern is the result of a particular type of two-piece mold, called a key mold, which was used from about 1850 to the mid-1870s (2). The key mold was hinged on the bottom, and the center of the base was continuous with one side of the mold (2), as illustrated on Bill Lindsey's page. This type of early mold was also used to create squat sodas, J. L. #4, B. & N #6, N. & J. #8, A. C. Sheffer #10, and J. Snell #11.
{kind=link}
The Pontil – The base of the S. & S. bottle is smooth, meaning there is no pontil scar. In fact, no Copper Country bottle has a pontil scar. The pontil was an early technique used to secure a bottle by its base in order to finish the top (1). Although the transition took over a decade, empontilling was largely replaced by the snap case (which left a smooth base) by the early 1860s (2). Thus, it is reasonable to date the S. & S. bottle to the mid- to late 1860s. Local history information on the S. & S. company corroborates this estimate and further narrows the date range (see S. & S.).
Later molds were hinged on the side with the base formed by a separate piece (1). Two base designs existed.

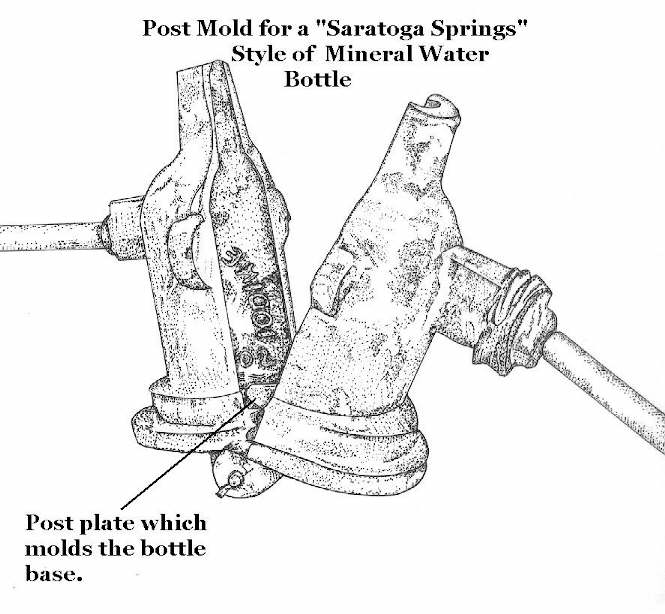
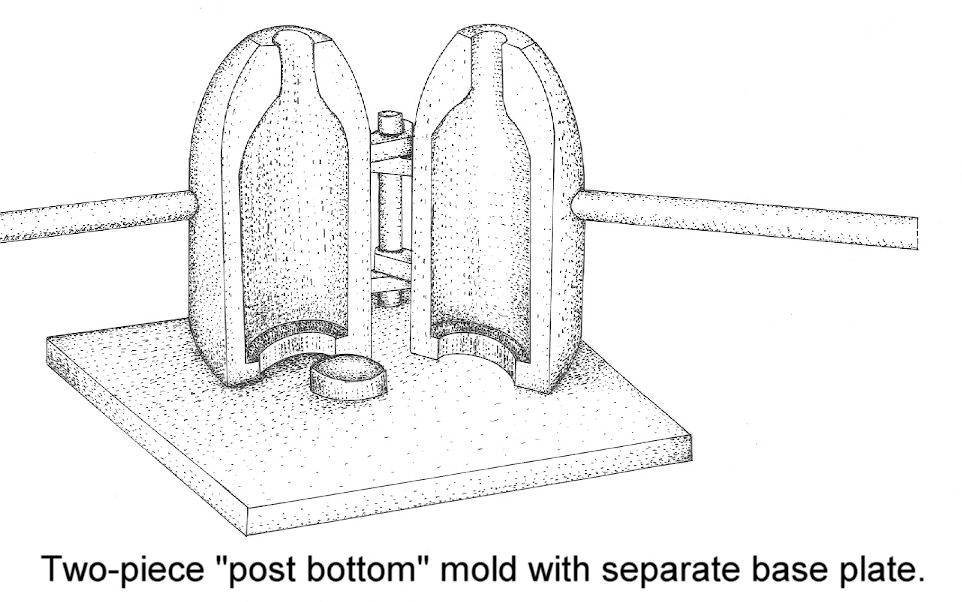
Post-Bottom Mold – The base piece was raised up so that its top surface formed the center of the base, while the hinged sides of the mold formed the rest of the base (1), as illustrated on Bill Lindsey's page. This type of mold was used from at least as early as the 1840s to the early 1900s (2). Most of its use occurred between the 1850s and the early 1890s (2), so naturally there are many Copper Country examples of this mold type. A bottle produced in this type of mold can be identified by seams that run down the sides of the bottle to the base, where they form a full circle (1), as seen on soda #125.
{kind=link}

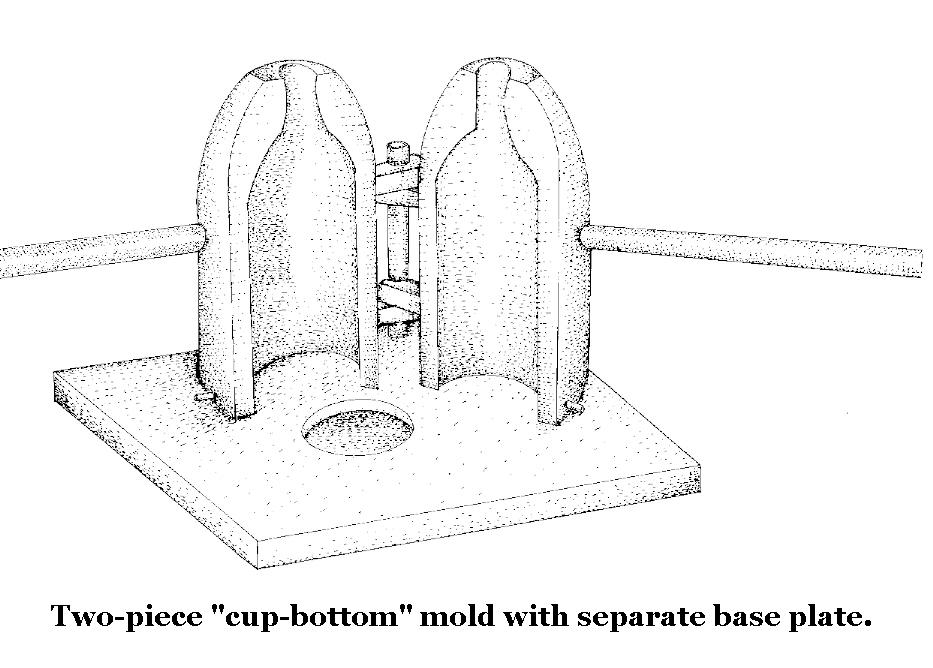
Cup-Bottom Mold – The base was sunken into a large plate that supported the hinged sides of the mold (1), as illustrated on Bill Lindsey's page. This type of mold was used from at least as early as 1850 (2). At first, it was less preferred because it was difficult to get the hinged sides to line up with the base depression (1), but it became popular from the late 1880s and dominated the machine-made bottle era, which started from about 1910 (2). It was used to produce a variety of bottle types (2), including virtually all prescription medicine bottles (6), so naturally there are many Copper Country examples of this mold type. A bottle produced in this type of mold can be identified by a seam that encircles the heel (1), as seen on soda #124. Many collectors may not have noticed that these two similar-looking bottles from Calumet Bottling Works were made with different types of molds.
{kind=link}
Turn-Mold – Turn-molding involved turning a blown bottle in a lubricated and wetted mold before removing it (1). This method was used to produce bottles without seam lines, but it also did not allow for embossing (1,7). As expected, we can identify a turn-mold bottle by the lack of seam lines and embossing; however, free-blown (no mold) and dip-mold bottles also lack seam lines and embossing (7). We need to observe the concentric rings on the surface of a turn-mold bottle produced when the bottle spun against imperfections on the mold's internal surface (1). Turn-molding was used mainly between 1880 and 1915 (7). It was commonly used to produce wine, champagne, and apollinaris bottles, for which seam lines were viewed as unsightly. For the Copper Country, we find that this method was used to produce siphon bottles. Instead of embossing, siphon bottles were etched.
Bottle Embossing
Mold vs. Plate Embossing – For a collector of Copper Country bottles, it is the embossing that signifies whether a bottle is local or not. From about 1810, bottles in the U.S. were given custom embossing by engraving letters backwards on the inside of the mold (2). Molten glass would fill the engraving upon expanding, and raised letters would become affixed on the surface of the bottle. The process of cutting a mold was costly for a bottling company because an entire mold had to be purchased (1,2). As a result, relatively few bottles from the early 1800s were embossed. From about the late 1840s, the market expanded to most bottling companies when embossing started to be produced by engraving a metal plate and then inserting the plate into the mold (1,2). With this ingenious innovation, a company only needed to purchase a plate to acquire signature bottles (1,2). The mold was then used to produce bottles for many companies, each having a custom plate that could be inserted and removed for particular orders (2).
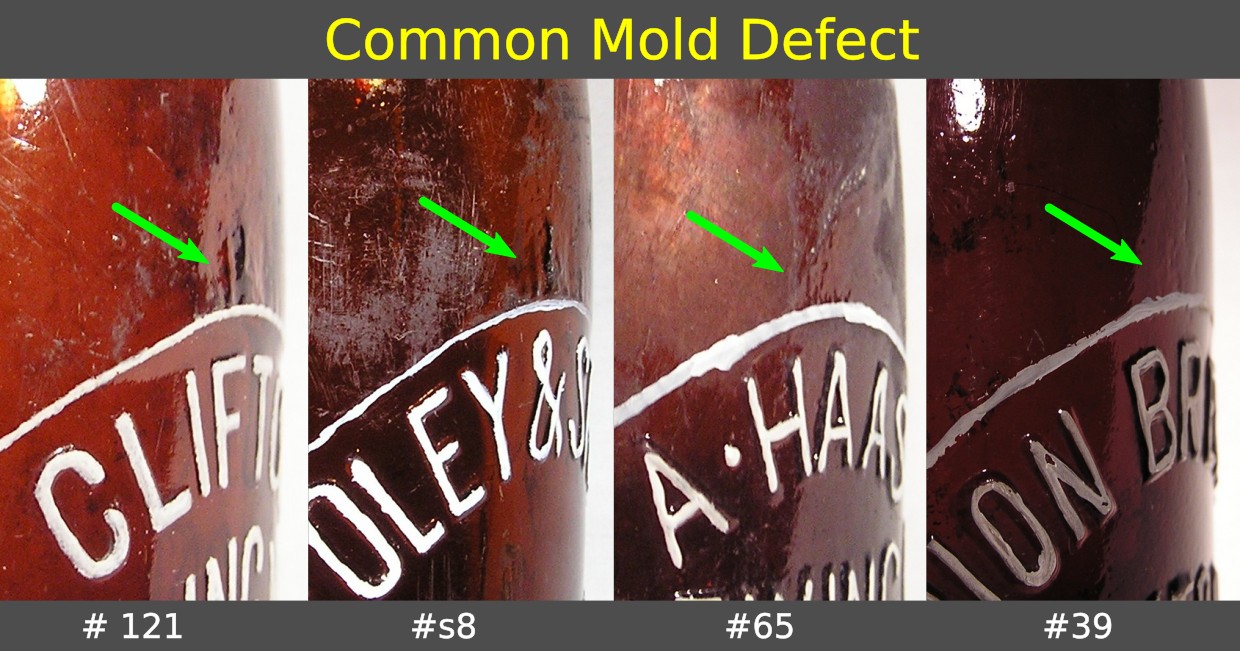
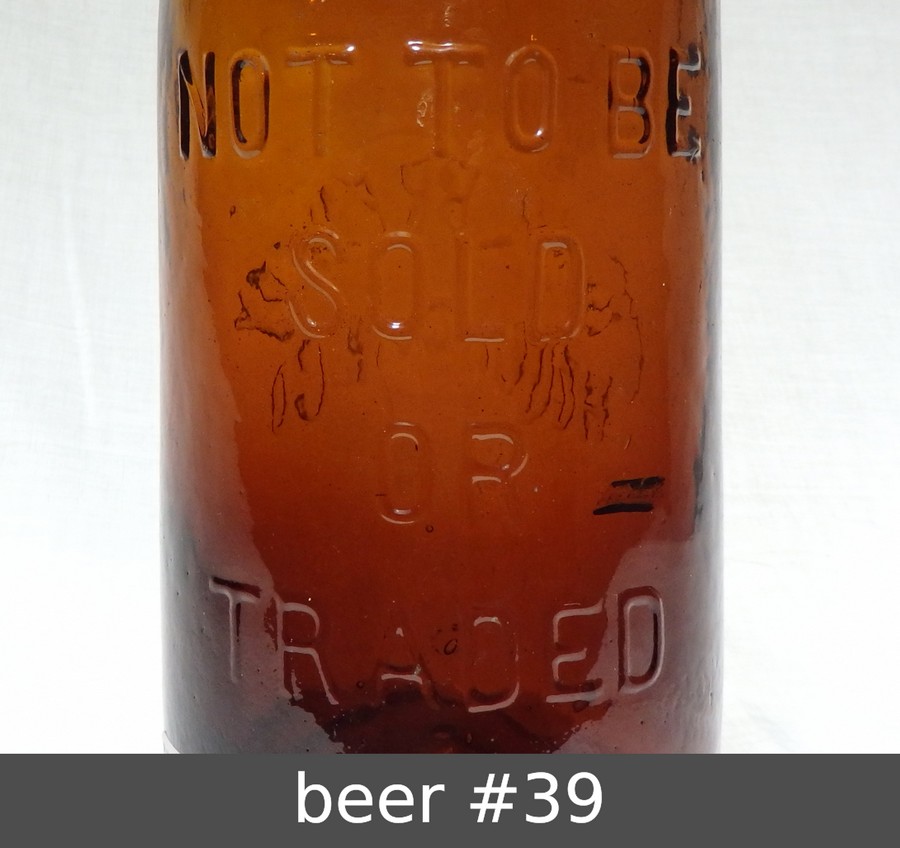
Shared Mold – Because molds needed to be standardized in size and shape to accompany interchangeable plates (2), it is usually difficult or impossible to determine which bottles were produced from the same mold, just with a different plate inserted. Interestingly, there is one recognized case of mold identity for Copper Country bottles. A characteristic scar above the plate indicates that the same mold produced Clifton Bottling Works #121, Foley & Smith #s8, A. Haas Brewing Co. #65, and Union Brewery #39 (faint on this bottle). Other shared characteristics support this conclusion. The plates were larger than typical, the plates were lower on the mold than typical, and all bottles have NOT TO BE SOLD OR TRADED embossed in large font on the back, with another scar appearing around the T in TO.
In 1902, a glass house advertised a price of $1 per plate, plus $0.08 per letter (2). With a charge per letter, it is no wonder why pioneer soda bottlers in the Copper Country (as well as across the nation) ordered bottles with terse embossing. They often only bear initials and the location, like the S. & S., but also J. L & B (#3), J. L. (#4), and N. & J. (#7-9). As an extreme case, B. & N (#6) only included the initials but not the location. Furthermore, few soda and beer bottles, and most pharmacy bottles, have been found locally with no embossing at all. These were probably used by local bottlers who did not bother to pay for signature embossing.
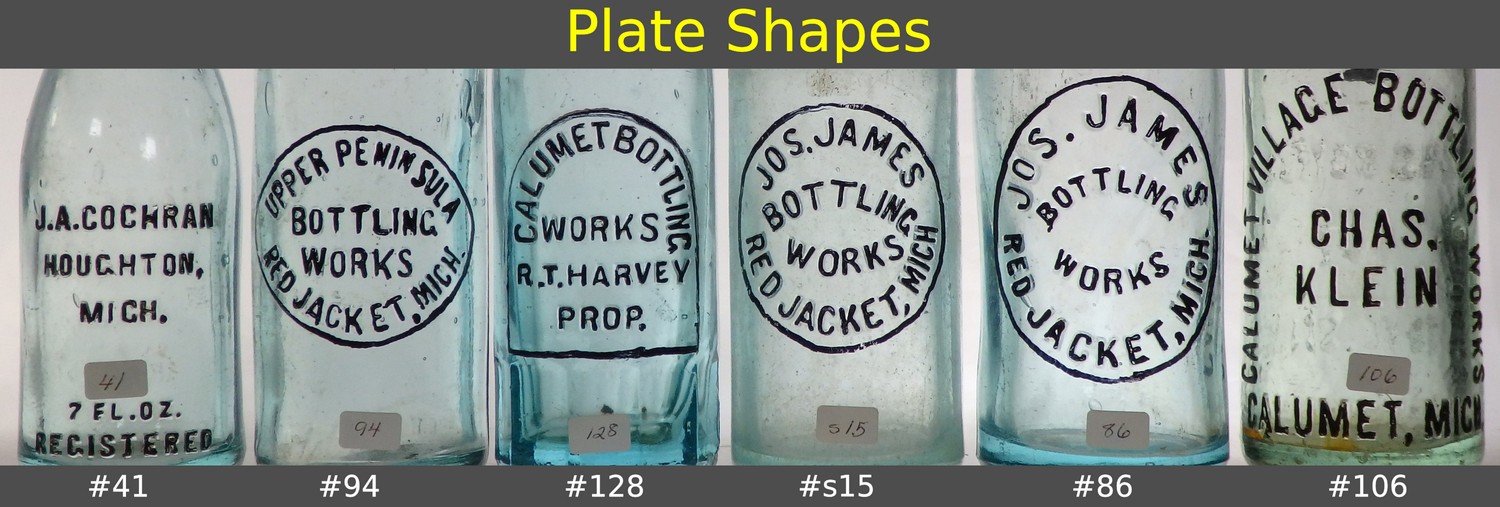
Plate Shape and Seam Lines – Copper Country beers and sodas typically used circular plates, but a few were tombstone-shaped or oval. It is easy to recognize when a circular plate was used because it left a circular seam line around the embossing. Some hand-blown bottles from the Copper Country, especially the very early (1860s - 1870s) sodas and the very late (1910s) sodas and beers, do not show a plate seam line around the embossing. Two methods could have been used to produce such embossing. For the first method, no plate was used, and the lettering was cut directly into the mold. For the second method, the plate covered the full front of the mold so that the plate seam lines and the mold seam lines were confluent (1). There is no way to distinguish between these two methods by examining a bottle (1); however, because of the early age of squat sodas, the ones without visible seam lines (T. Smith #1, S. & S. #2, J. L & B #3, J. L. #4, B. & N. #6, A. C. Sheffer #10, and J. Snell #11) might have been produced from a cut mold. This could further explain the scant lettering. In contrast, the beers and sodas from the 1910s without plate seam lines were most likely produced with full-body plates.
Base Embossing – Embossing also appears on the base of some bottles. The base embossing usually comprises a mark identifying the glass company or the bottling company (2). Numbers and/or letters can also be found, which may have been used for mold identification (2).
While a maker's mark can be found on the bases of many Copper Country beer, soda, and pharmacy bottles, a bottling company mark seems to be found exclusively on sodas. Someone might wonder why a soda bottling company would pay for a signature base mark when the mark would be hidden on a standing bottle. Plus, face embossing already identifies the company. It turns out that cases used to store and transport Hutchinson sodas had holes within their bases to hold the bottles inverted. In this position, the bottling company could presumably identify their bottles for return and reuse without having to pull each one out of the case to check the label. The advantage of storing bottles inverted was that the soda could keep the rubber gasket of the Hutchinson stopper from drying out and cracking (2). Curiously, the practice of embossing the base continued with crown top sodas, which did not have a rubber gasket and were not transported inverted.


Here are examples of base marks other than maker's marks on Copper Country sodas.


















Embossing Errors – Errors were occasionally made when embossing bottles. One type of error was backwards letters or numbers. Remember that the letters had to be engraved backwards on the mold or plate in order to produce the correct impression on the bottle. Evidently, sometimes a letter or number was engraved normally, which then produced a backwards impression on the bottles. Here are examples from Copper Country bottles.

Another type of error was misspelling. For one reason or another, there must have been miscommunication during bottle ordering or plate engraving. Here are examples from Copper Country bottles.

There is one example of an inverted plate. It is unknown whether this was truly an error or intentional for some reason. There are no known bottles with this same plate in the upright orientation, so if it was an error, it was one that the glass maker did not realize and fix.

Bottle Finishes
Once a bottle was shaped by the mold, its top then needed to be finished. To do so, the bottle was first held by its lower half so that the neck could be broken off the blowpipe (1). Traditionally, a pontil rod was used to hold a bottle by its base, but then the snap case started to be used from the 1850s (1,2). The snap case consisted of a rod with a center post that cradled the bottle's base and arms that grasped the sides of the bottle (2). Once secured and freed from the blowpipe, the bottle was ready to receive a top. Two methods were used to finish a bottle with a globular top.
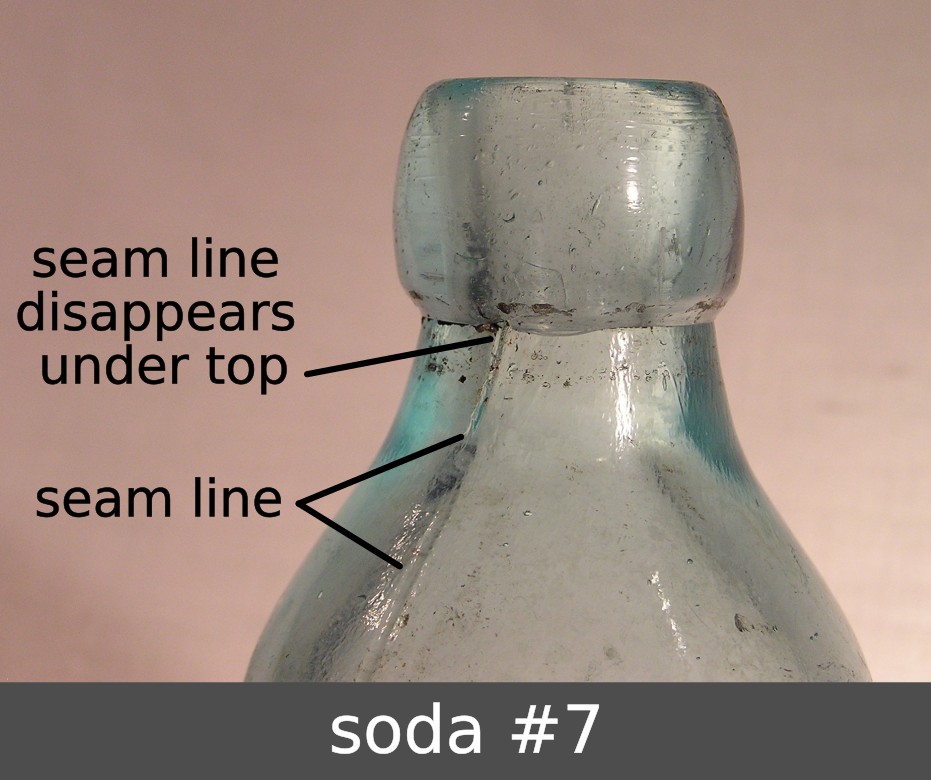
Applied Top – A globular top could be "applied" onto the bottle and then tooled to form its final shape. Molten glass was layered onto the top, and a hand tool was used to shape the added glass, with reheating as needed (3). An applied-top bottle can be identified by seam lines that run under the top (3). The top also tends to be uneven and crude-looking, especially on earlier bottles. It may have excess glass that appears to drip down from the top or not enough glass in certain areas (3). In some cases, the rough edge formed when breaking the bottle off the blowpipe is still palpable on the interior surface. Here are examples of applied tops on Copper Country bottles for different types of closures (see Bottle Closures).



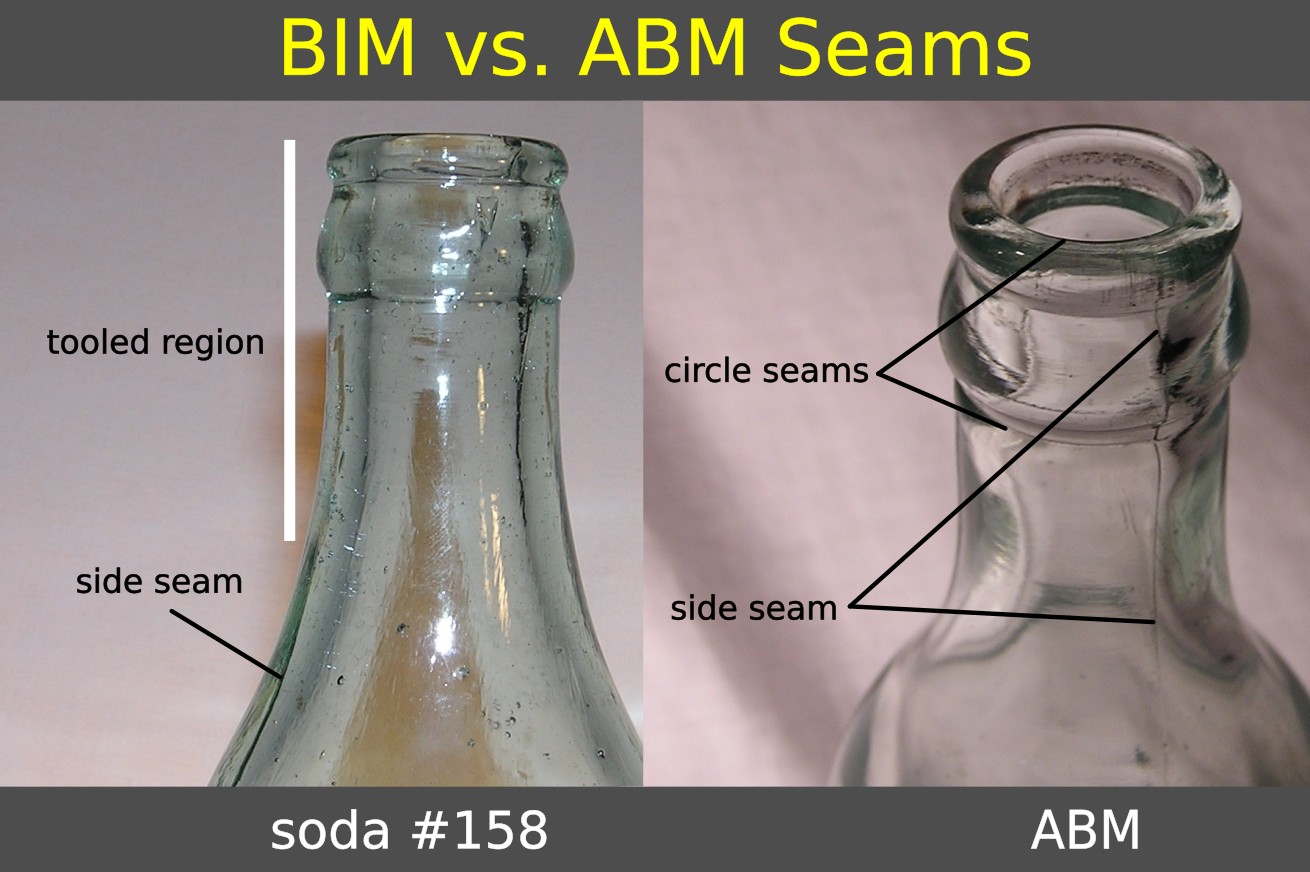
Tooled Top – A globular top could be "tooled" out of the glass remaining after the bottle was cracked off the blowpipe. No additional glass was added to the bottle (3). Instead, the top was reheated, and a hand tool was used to shape the top (3). A tooled-top bottle can be identified by seam lines that fade away short of the top (3). The seam lines in the upper neck disappear because the tooling action smoothed them out as the top was formed (2). The tooled region also tends to show concentric rings around the neck resulting from the spinning of the tool (3). Sometimes a distortion in the glass can be seen at the lower extent of the tooled region, right where the seam lines disappear. Tooled tops tend to be very well made and consistent. Smooth finishes were largely made possible by the advent of the glory hole in the mid-1880s (1). The glory hole was a hotter furnace specifically used to reheat bottles for finishing (1). Here are examples of tooled tops on Copper Country bottles for different types of closures (see Bottle Closures).




In general, the applied-top method was commonly used from the early 1800s to the late 1880s (particularly between 1830 and 1885), and the tooled-top method was used from 1885 to the early 1920s (3). The transition from applied to tooled tops can more specifically be defined for different closure and bottle types. Pharmacy bottles, in general, used the tooled-top method from the 1870s (3), so naturally all Copper Country pharmacy bottles have a tooled top. Soda and beer bottles transitioned in the mid-1880s, with the applied finish being rare after 1890 (3). All Copper Country lightning stopper tops were applied, and only two blob-top sodas were tooled (#5 and #7a). Lindsey (3,4) noted that the majority (~90%) of Hutchinson tops were tooled (3), and applied Hutchinson tops were relatively uncommon and date from about 1880 to 1885. The Copper Country has only a few examples of applied Hutchinson tops. Applied tops are rare on Baltimore loop seal bottles as well (4), as expected by the 1885 patent date of this closure, although the Copper Country has a few examples. Crown top bottles were virtually all tooled (4), so it is no surprise that all from the Copper Country were tooled.
Glass Color
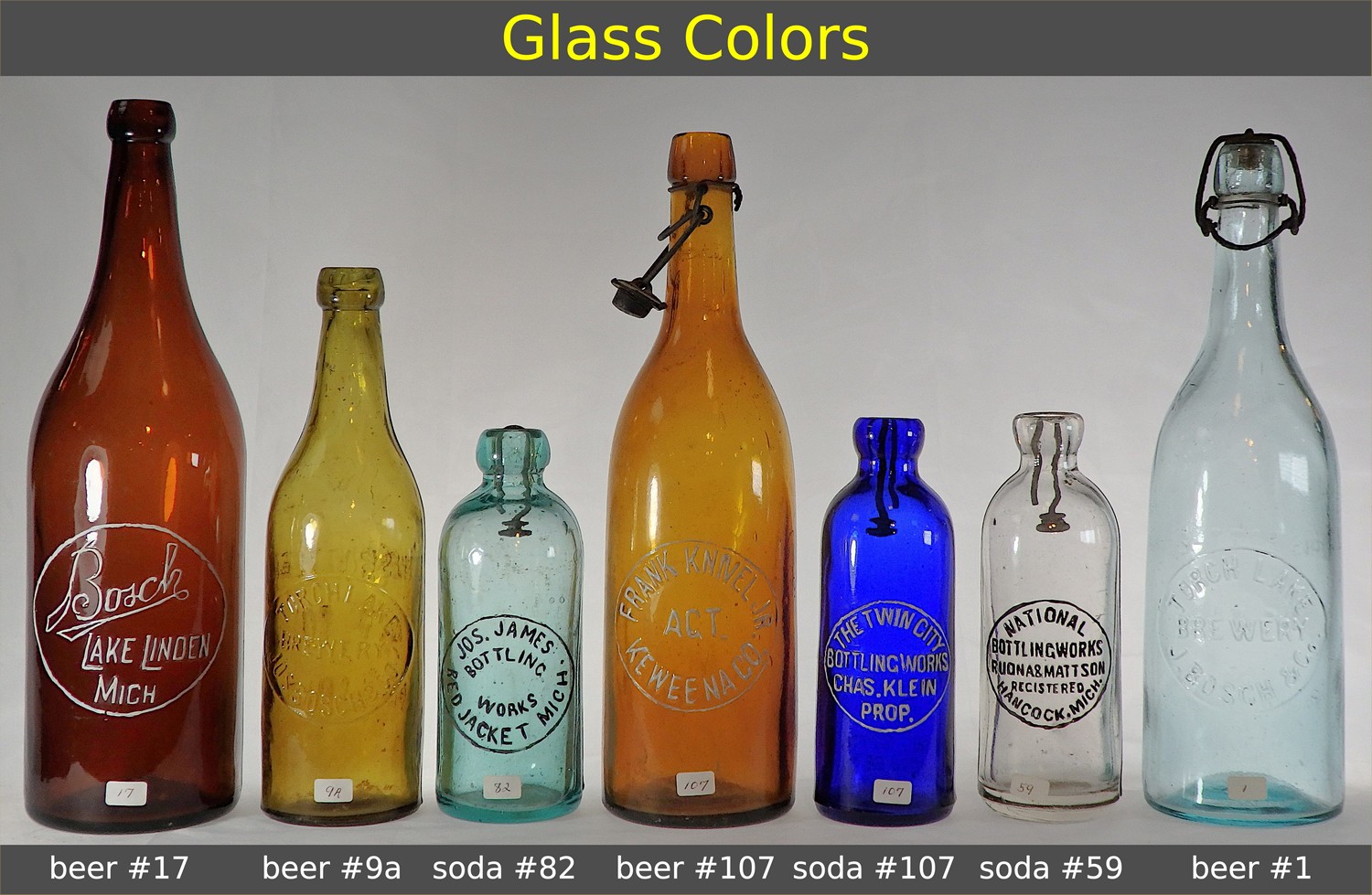
One of the beauties of antique bottles is the color of the glass. Old glass is characterized by various colors, which are eye-catching compared to the ubiquitous colorless glass from the machine-made era. Glass color can also be characteristic of bottle type. In the Copper Country, most beers are amber, most sodas are aqua, and most pharmacy bottles are colorless. Exceptional colors are quite striking, such as the cobalt blue Twin City Bottling Works #107 and several olive-green or olive-amber beers.
Glass was colored during the bottle-making process. Glass inherently has an aqua color due to iron and other impurities in the sand used as the silica component of glass (2). The amount of iron and its oxidation can enhance the green vs. blue spectrum (2). Metal oxides were added to make other colors; for example, carbon or nickel made amber, and cobalt oxide made cobalt blue (1). Although collectors prefer colored glass, manufacturers strived to produce colorless glass (2). This explains why aqua bottles tended to be paler in color by the early 1900s.
Because of the natural impurities that made glass aqua, a common method to achieve colorless glass was to add a decolorizing agent to the molten glass (1). Manganese dioxide was commonly used between about 1890 and 1920 (2). In small quantities, it made glass colorless, but after prolonged exposure to UV light, the glass would take on an amethyst tint (2). Selenium, often with arsenic, was used mostly after 1900. It was more stable than manganese but would still react with UV light to produce a faint straw color (2). Some of the Copper Country beers and sodas from around 1900 are colorless. Perhaps after years in the sun, we could see which ones were decolorized with manganese vs. selenium.
Automation of Bottle Making
Semi-Automatic Machines – Automation of bottle making started in 1882 when Philip Arbogast patented a two-mold process for pressing and blowing a bottle into shape (2). Over time, more steps of the process were automated (2). From 1894, semi-automatic machines were used to manufacture wide-mouth glassware such as jars (2). By about 1910, the only manual step remaining was for a glassworker to gather glass from the glass pot and feed it into the first mold (2). During the WWI era, feed and flow devices such as gob feeders were added to semi-automatic machines, making them fully automatic (2).
Fully-Automatic Machines – Michael Owens developed the first fully automatic bottle-making machine and patented it in 1903, with commercial application starting in 1905 (5). It sucked glass from the glass pot and into the first mold (2), thus eliminating the need to feed glass manually. It could shape and anneal bottles without human assistance (2).
Bottles made by a semi-automatic or fully automatic machine are called ABM for automatic bottle-making machine. They can be distinguished from mouth-blown bottles, often called BIMs for blown-in-mold, based on their seam lines. ABMs have side seam lines that run all the way to the top of the bottle (2). They also have circle seam lines, one around the lip and one around the base of the top (2). Remember that BIMs have no seam lines on their tops because their tops were hand tooled. Other than the seam lines, an ABM bottle may look very similar to its BIM counterpart.

The machines used two processes to shape a bottle with two molds. The first mold was the parison mold, in which an air cavity was created within a gob of glass and the finish (top) of the bottle was formed (2). (A parison is the initially formed glass with an air cavity.) The second mold was the blow mold, in which air from the machine expanded the initial cavity until the glass conformed to the shape of the mold, producing the final bottle shape (2).
Press-and-Blow Process – In the press-and-blow process, the parison was pressed into shape with a plunger or piston within the parison mold (2). The parison mold was usually one-piece, and it needed a wide opening for the parison to be removed (2). Thus, this process could generally be used to produce only wide-mouth bottles and jars (2). It was adopted with the first semi-automatic machines, and thus the first ABMs were wide-mouth bottles and jars (2).

Press-and-blow machines left a distinct valve mark or ejection mark on the base of the bottle (10). An ejection mark was produced when a metal rod pushed the parison out of the parison mold (10). This process was used only or primarily for milk bottles (10). A valve mark was produced when a valve was opened to release the vacuum so that the parison could be pulled out of the parison mold (10). This process was used for fruit jars and wide-mouth food bottles (10). Valve marks and ejection marks are indistinguishable from each other in appearance (10). They appear as a small ring with a smooth edge on or near the center of the base. We see this mark on many Copper Country milk bottles, which is a telltale sign that they were made with the press-and-blow process, probably with a semi-automatic machine. Such bottles date to the early 1900s through the 1940s or a bit later (5).

You may have noticed that on some milk bottles, the side seams fade in the neck and disappear before reaching the top. You may think the bottle was a BIM; yet, a circle seam surrounds the top, characteristic of an ABM. Further inspection of the base reveals a valve/ejection mark. If such a milk bottle is an ABM, why do the side seams disappear? Lindsey (11) explains that this is a characteristic of the press-and-blow process. It results when only the lower portion of the parison is reheated, leaving the upper portion too stiff to form seam impressions in the blow mold.
On this Barsotti Bros. milk bottle, we can see the side seam disappear in the neck as if it was a BIM. But a circle seam surrounds the top, indicating that it is an ABM. It also lacks the concentric rings and often distorted glass in the upper neck we find on BIMs resulting from tooling the top.
Blow-and-Blow Process – In the blow-and-blow process, the machine blew air into both the parison and blow molds (2). The parison mold consisted of at least two parts, which allowed the mold to be opened so the parison could be removed and then placed into the blow mold (2). Owens' machine used this process (2).

Owens' machine used a knife to cut off the glass sucked into the parison mold (2). This cutting left a distinct suction scar or Owens ring on the base of the bottle. It appears as a large ring, sometimes off-center, with a feathered edge. We see this mark on early ABM soda and beer bottles from the Copper Country, and it is a telltale sign that they were made with Owens' machine. Such bottles date no earlier than 1905 and usually date to after 1910 (5).

You may have noticed that some ABMs have a second set of seam lines that run vertically down the bottle. Knowing how ABMs are made helps to explain these ghost seams. Ghost seams can be found on bottles made by a blow-and-blow machine (7). These seams are created by the parison mold, while the side seams are created by the blow mold (7). Correspondingly, ghost seams are continuous with the vertical seams in the top (7), since the top is formed by the parison mold (2). Bottles created with a press-and-blow machine usually lack ghost seams because the parison mold for such machines was usually one-piece (7).
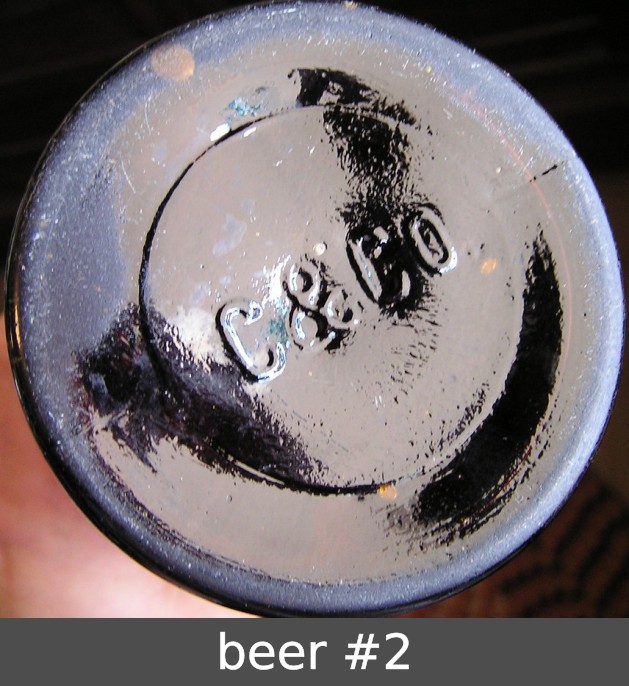
On this ABM Cochran bottle, we can see a ghost seam offset from the side seam. We can see that the ghost seam is continuous with the vertical seam in the top and runs down through the embossing. The ghost seam becomes fainter lower on the bottle, while the side seam becomes fainter in the neck.
The machines revolutionized the industry. In the following two decades, mouth-blown bottles became obsolete. By 1917, 90% of bottles were made by machine (5). As you can imagine, machines produced far more bottles per day than mouth blowing ever could. In 1880, a shop of three men and three boys produced about 1,500 bottles a day (1). By 1910, modified versions of Owens' machine produced 33,000 bottles a day (1). Production increased with further modifications, and Owens' basic design is still in use today (2).
The Applied Color Label (ACL)
In the early 1930s (12), glass companies developed methods to label a bottle with enameling. The original process involved mixing finely ground borosilicate, oxides, and oil to form a paste (1). The paste was applied to a bottle through a fine mesh silkscreen (1). The paste on the bottle slowly dried at about 300°F (1). Once dried, additional colors could be applied (1). The bottle was then annealed at 1,100 to 1,200°F (12). The high temperature melted the enameling and fused it to the glass surface without deforming the bottle (12). In the late 1940s, thermoplastic wax or plastic resin replaced the oil and virtually eliminated the drying process between color applications (1).
Brockway Machine Bottle Co. and Thatcher Mfg. Co. apparently started to produce bottles with enameling in 1933 (12). Owens-Illinois Glass Co. announced the use of color labels in May 1933, but their production apparently did not start until 1934 (12). Different companies referred to the labeling by different names. Thatcher called it "pyroglaze", while Owens-Illinois called it "applied color lettering" or "applied color label" (12).

Baked-on enameling was mainly used on soda and milk bottles (12), and that is where we find it for the Copper Country. It quickly became the preferred method of labeling during the ABM period. Most have only one color, as expected, since additional colors required additional applications, but a few Copper Country sodas and milks used two colors.
The enamel label had a few advantages. A glass company could produce generic bottles and then add custom labeling later to fulfill orders from different bottlers. In contrast, embossing required the label to be made with the bottle. Enameling allowed labels to be more descriptive and decorative. They could involve different colors, lettering styles, pictorials, and signature slogans. Embossed bottles often had paper labels to accompany the embossing. But the paper label needed to be reapplied after the washing of reusable bottles. Enameling solved this problem by combining the permanence of embossing with the descriptive wording and styling of a paper label.
Even though the enameling could easily survive the usage of a bottle, its durability is tested by long-term weathering. Bottle collectors know too well that the enameling deteriorates and even completely washes off after a bottle has been exposed to rain or damp soil over many decades. Thus, the enameling has been best preserved on bottles stored in shelter. The time to recover ACL bottles in good condition from a dump may have already passed.
Bottle Reuse
Bottles were a costly investment for bottlers. They were also valuable containers, so it was common for households to save them to store their homemade products (8). In the 1880s, it became widespread for bottles to be the legal property of bottlers, and customers were obligated to return them for refilling (8). Generic embossing reminded customers of this obligation. For beer, we find such embossing on the back for earlier bottles and on the base for later bottles. For soda, we find it on the back or above the heel, but not on the base.



A bottling company needed their bottles to be returned several times before the cost could be recovered (1). At $5.00 per gross, an embossed Hutchinson bottle would have cost 3.5 cents, while a bottle of soda cost a customer 5 cents (2). Local newspaper articles and notices underscored the value of bottles to the bottler.
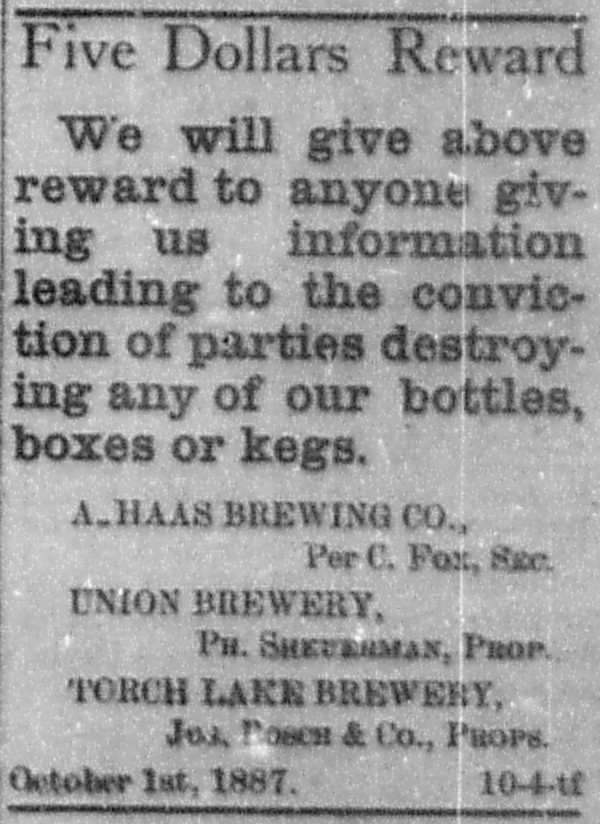
Torch Lake Times, 11 Oct 1887
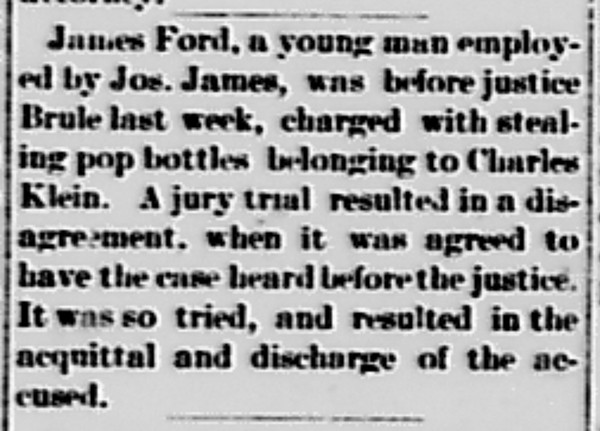
The Native Copper Times, 14 Nov 1893

The Copper Country Evening News, 18 Dec 1897
The Copper Country Evening News, 22 Dec 1903
To further protect bottlers' investment, many states adopted laws for registered bottles (8). Michigan's law was approved on 25 Mar 1897 (9). It made it unlawful to refill, use, sell, buy, traffic, or dispose of bottles with a signature name or mark together with REGISTERED (9). It also made it unlawful to deface, remove, or cover up such names or marks (9). The first offense was punished with 10-90 days imprisonment or a fine of 50 cents per bottle (9). We find REGISTERED embossed on many later Copper Country beer and soda bottles. It tends to occur as part of the plate, just under the plate, or above the front or back heel.
The reuse of bottles gave bottling companies incentive to emboss their bottles. Without embossing, it would have been tempting for a competing company to pilfer bottles and affix their own paper labels on them. In fact, theft of bottles was common, and raids were conducted to retrieve them (8). The reuse of bottles explains why we find that most beer and soda bottles were embossed, while most wine, hard liquor, food, and medicine bottles were not. Bottles were also recovered by dump scavengers who sold them back to the bottling companies (8). Beer and soda bottles were made with thicker glass, which allowed them to withstand the pressure of carbonation and the handling of use and reuse (2). Despite being sturdier bottles, the return-and-reuse system explains why beer and soda bottles are often found only when broken. A perfectly intact bottle should have been returned.
We can gauge how many times a bottle might have been reused by examining its wear marks. A bottle used repeatedly tends to show abrasions, and the more severe the abrasions the longer the bottle is presumed to have been in circulation. When seeing a bottle with heavy wear marks on its base, one can only imagine the number of times it was picked up and placed onto a hard surface. Abrasions also resulted from bottles bumping each other within a case. Such case wear is seen as scattered scratches and nicks around the heel and the base of the shoulder. Although collectors desire pristine bottles, the wear from normal use is not judged as harshly as the damage from abuse. Wear on the base does not depreciate the value of a bottle for most collectors, and arguably, it adds character.
- Munsey, C. 1970. The Illustrated Guide to Collecting Bottles. Hawthorn Books, Inc. New York, NY.
- Lindsey, B. accessed in 2007, 2021, 2022. Historic Glass Bottle Identification & Information Website. secure-sha.org/bottle/glassmaking.htm
- Lindsey, B. accessed in 2007, 2021. Historic Glass Bottle Identification & Information Website. secure-sha.org/bottle/finishes.htm
- Lindsey, B. accessed in 2007, 2021. Historic Glass Bottle Identification & Information Website. secure-sha.org/bottle/closures.htm
- Lindsey, B. accessed in 2021, 2022. Historic Glass Bottle Identification & Information Website. secure-sha.org/bottle/machinemadedating.htm
- Lindsey, B. accessed in 2021. Historic Glass Bottle Identification & Information Website. secure-sha.org/bottle/medicinal.htm
- Lindsey, B. accessed in 2021. Historic Glass Bottle Identification & Information Website. secure-sha.org/bottle/body.htm
- Busch, J. 1987. Second time around: A look at bottle reuse. Historical Archaeology 21: 67-80.
- Michigan state bottle law. (1904, May 15). American Carbonator and American Bottler 24: 80.
- Lindsey, B. accessed in 2022. Historic Glass Bottle Identification & Information Website. secure-sha.org/bottle/bases.htm
- Lindsey, B. accessed in 2022. Historic Glass Bottle Identification & Information Website. secure-sha.org/bottle/food.htm
- Lockhart, B., B. Brown, C. Weide, and R. Hoenig. 2019. The glamorous applied color labels. Historic Glass Bottle Identification & Information Website. secure-sha.org/bottle/pdffiles/ACLArticle2019.pdf